
熱処理とは?

|
熱処理は「赤らめて冷ますこと」と定義されています。 よく刀鍛冶が真っ赤になった鉄をハンマーで叩いて、水につけるというシーンがあります。あれがまさに熱処理をしているところです。 赤らめるとは、金属が温まって真っ赤になった状態で、冷ますとはそのままの意味でその金属を何らかの方法で冷やすことです。 金属が赤くなるまで加熱して、黒くなるまで冷却する一連の操作を熱処理と言います。 金属材料に加熱と冷却を加えることで形を変えることなく性質を向上させる効果があります。 目的は、強度、硬度、粘り、耐衝撃性、耐摩耗性、耐腐食性、耐食性、被削性、冷間加工性の向上などで、 切断や塑性加工のような金属加工の一種に分類されます。 切削などの機械加工が”外”の加工なら、熱処理は”内”の加工と呼ぶことができます。 |
熱処理の基本

|
熱処理には「焼入れ」「焼もどし」「焼なまし」「焼ならし」などの加工方法があり、硬くしたり、軟らかくしたり、さびにくくしたり、表面を均一化したり さまざまな目的のために行われます。 一般的な鋼は約700°Cまで加熱すると素材が赤づき、結晶構造や性質の変化がはじまります。 この性質変化を「変態」、その変化がはじまる温度を「変態温度」と呼びます。 変態温度を超えると鋼は軟らかいオーステナイトと呼ばれる組織に変化します。 その後に鋼が黒づく温度(約550°C)まで冷却すると、オーステナイトは硬いマルテンサイトという組織に変化します。鋼は熱したあとに急激に冷却すると硬くなるため、この性質を利用して素材を硬くする熱処理が「焼入れ」となります。 しかし、焼入れしただけでは鋼は硬く脆い性質になるため、実際に使用するには変態温度を超えない範囲で再加熱する「焼もどし」を行なう必要があります。 焼もどしを行なうことで、硬くて強い素材になるというわけです。 |
焼入れ 目的:鋼を硬くする
|
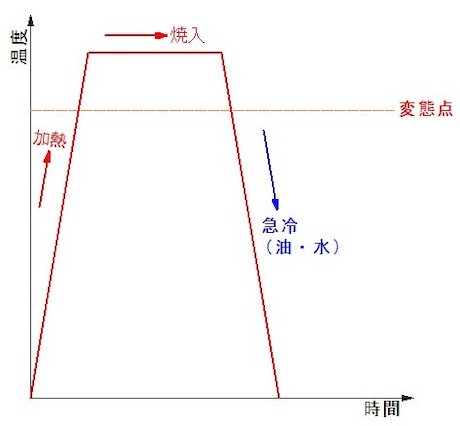
鋼を変態点(組織の構造が変化するポイント)以上の温度まで上昇させ、一定時間置いた後、 急激に冷却することを「焼入れ」と呼びます。 鋼を硬くすることが焼入れの目的ですが、硬化の程度は鋼に含まれる炭素(C)の量で決まります。炭素だけでなく、さまざまな合金元素によっても最高硬さや硬化の深さが変化しますが、その変化の度合が高い鋼ほど「焼入れ性がよい」となります。 焼き入れは、この変態温度以上まで加熱し、急冷を行うことで組織を変化させて強さを得る 熱処理です。 |
焼戻し 目的:鋼を粘り強くする
|
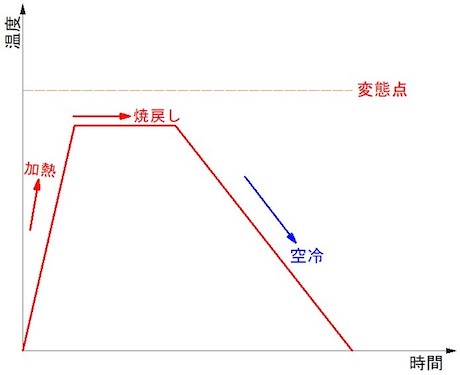
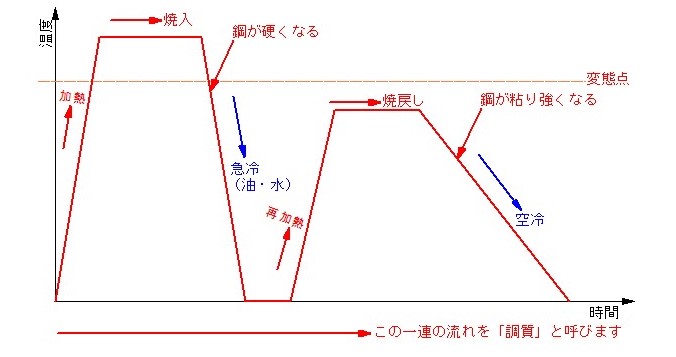
焼入れによって鋼の組織はマルテンサイト化して硬くなりますが、そのままではもろく、 割れなどが生じやすい状態です。 「焼もどし」とはそこからさらに再加熱して硬さを調整しながら、粘りや強靭性を高める作業です。 基本的に焼入れと焼戻しはワンセットで行い、この2つの処理をまとめて「調質」と言います。 焼戻しには、用途に応じて低温焼もどしと高温焼もどしに大別できます。 |
低温焼もどし
|
焼もどし温度は150〜200°Cで保持時間は1時間。 このプロセスで硬くてもろい焼入れマルテンサイトが粘りのある焼もどしマルテンサイトに変化します。 効果としては、耐摩耗性や割れなどが防止できるほか経年変化にも強くなります。 |
高温焼もどし
|
焼もどし温度は550〜650°Cの高温で1時間程度加熱した後、空気で急冷しますが、同時に焼入れで残っていたオーステナイトがマルテンサイトに変化するので、これをさらにもう1回焼戻しします。 高温焼もどしは強靭性が必要なシャフトや歯車類、工具類の製造に用いられます。 |
焼なまし 目的:鋼を軟らかくする
|
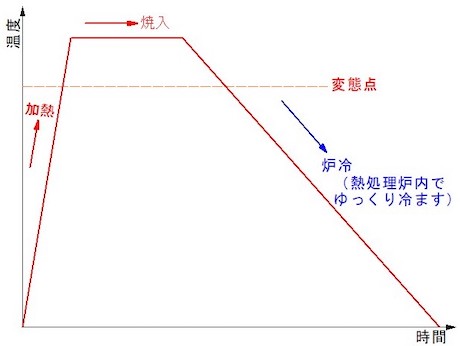
金属の切削加工を行うには当然切削が容易な鋼が理想的です。 そのためには鋼を軟らかくする処理が欠かせません。 それが「焼なまし(焼鈍:しょうどん)」と呼ばれる熱処理です。 焼きなましでは、素材の変態温度以上まで加熱し、“炉冷”を行います。 炉冷とは、熱を加える炉の中でそのまま冷やす方法で、空冷よりも更にゆっくり冷えます。 焼なましには鋼を軟らかくする他に、組織を均一にする役割もあります。 処理が不完全だと鋼材の組織や硬さが不均一となり、機械加工に適さなかったり、 加工ムラが生じる一因となったりします。 さらに、加工の際に曲がりや反りが発生したり、焼入れした場合の硬さにもバラつきが生じたりすることもあります。 焼なましには、目的によって「拡散焼なまし」「完全焼なまし」「球状焼なまし」「等温変態焼なまし」「応力除去焼なまし」などに分けられます。例えば低温で応力を除去する「応力除去焼なまし」高温で成分や不純物を均一化する「拡散焼なまし」など、目的に合わせた温度で焼なましを行なうことで、さまざまな性質改善が実現できます。 |
焼ならし 目的:鋼の組織を均一にする
|
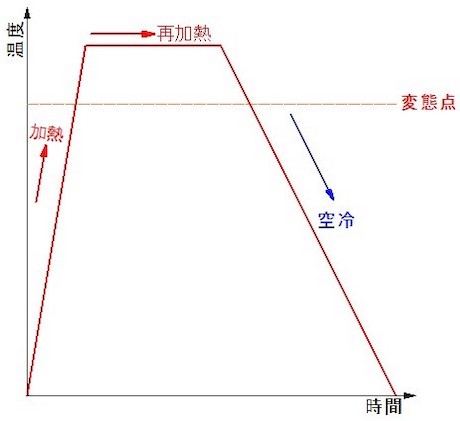
鉄鋼製部品の材料となる鋼材は、鋳造・鍛造・圧延という方法で作られます。 いずれの製造法でもそのままでは加工によって生じたひずみにより鋼の組織が不均一となっているため、強度をはじめとする機械的性質が十分ではありません。 そこで、鋼の組織を均一化、微細化する手法が「焼ならし(焼準:しょうじゅん)」です。 変態点より高めの温度で再加熱し、空冷することで結晶粒が微細化するので強靭性などの性質が向上し、同時に残留応力(外部からの力や熱が内部に残る現象)が除去できます。 |
熱処理の種類
浸炭焼入れ
|
浸炭性雰囲気中で加熱し、製品表層部に炭素を浸透させて焼入を行う操作のことです。 浸炭方法としては、固体、液体、ガス浸炭があります。焼戻温度は一般的に150~200℃程度で、主に肌焼鋼が使用されます。 前処理として焼ならしを行います。 浸炭焼入れは、表面は硬く耐摩耗性に優れ、内部は靭性に優れた特性が得られます。 |
高周波焼入焼戻し
|
鋼部品の外周や内面に近接したコイルに高周波誘導電流を通すとコイルに磁力が発生し、同時に鋼部品に渦電流が発生します。 この渦電流は表皮効果によって鋼部品の表面に集まり、誘導電流による抵抗熱で表面が急速加熱されます。 その後直ちに、水などの冷却液で急速冷却することで、鋼材の表面だけを硬化します。これが高周波焼入れです。 しかし、加熱したままでは靱性が低下するため、150~200度の低温で焼戻しを行います。 高周波焼入れは耐摩耗性、内部には靭性を兼ね備えることができ、耐疲労性も非常に優れています。 |
固溶化処理
|
オ-ステナイト系や析出硬化系ステンレス鋼を1000~1200℃程度に加熱後、急冷する処理のことです。 鍛造、圧延、冷間加工等で析出した炭化物を合金中に固溶させ析出しないようにします。 SUS630やSUH660等、析出硬化系ステンレス鋼の析出硬化処理の前処理として実施します。『溶体化処理』とも呼ばれています。 固溶化熱処理を施すことにより耐腐食性が向上します。 |
析出効果処理(時効処理)
|
SUS630やSUH660等、析出硬化系ステンレス鋼の鋼中に溶け込んだ炭化物を析出させ硬度を上げる処理です。 析出硬化前処理として固溶化処理が必要になります。 |
真空熱処理
|
真空熱処理とは、真空中で加熱、冷却する熱処理のことです。 通常の大気中で行う熱処理は、大気中の酸素と鋼が化学反応を起こし、鋼の表面が酸化して黒くなります。 一方、真空熱処理では、熱処理炉内を真空状態にして熱処理を行うため、鋼の表面が酸化せず光沢が保たれます。 |
窒化処理
|
窒化処理とは鋼に窒素を拡散進入し、鋼の表面を硬く仕上げる事です。 アンモニアガスなどを利用し化学変化で製品表面0.03~0.3mm程度の硬化層ができます。 金属そのものを化合させるため寸法の変化が小さく、また加熱温度が焼入れに比べて低いため、金属そのものの変形が少ないことも特徴です。 窒化処理の目的として、耐摩耗性、耐疲労性、耐腐食性、耐熱性の向上です。 |